JB21S-钢板125吨深喉冲床如何安装冲压模具?
文章出处:www.sdcabx.com 人气: 发表时间:2022-05-09 16:17
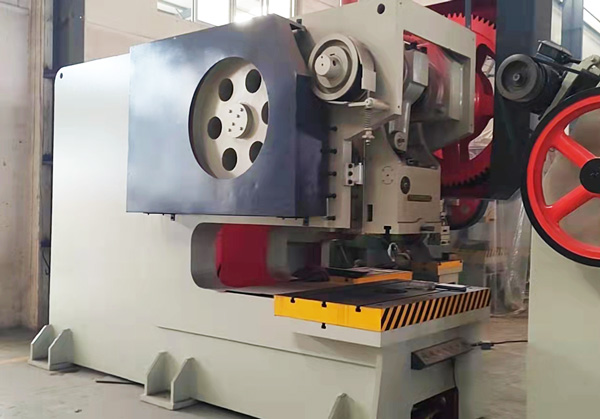
125吨深喉冲床为开式C型结构机身设计,为钢板焊接结构机身,为一款开式固定台冲床,外型美观,机构调整维修保养方便。整机设计新颖,外观美观,结构紧凑,使用方便,操作安全,钢性好。轻捷式钢制离合器,凸轮式制动器。可方便配合各种冲床周边设备。优质钢板焊接机身,均经过回火(或振动时效),抛丸处理,刚性好,精度稳定,刚度明显优于一般机床。JB21S-钢板125吨深喉冲床采用气动双平衡缸,平衡滑块和上模重量,降低冲击和噪音,消除连杆与滑块间隙,减少受力零件冲击与磨损 。

如何正确快速的安装冲压模具:安装冲压模具主要熟悉JB21S-钢板125吨深喉冲床上的三个部位:行程螺杆、模具压盖和工作台。具体的方法如下:
1、必须要了解使用的JB21S-钢板125吨深喉冲床的结构和工作过程,并仔细检查冲床是否能够工作正常。
2、清理JB21S-钢板125吨深喉冲床的工作台面,将冲压模具放在工作台上,分开上下模,并在凹模和凸模之间垫上一块垫铁,以使凸模不进入凹模。
3、用JB21S-钢板125吨深喉冲床扳手调节冲床行程螺杆到最短位置,搬动飞轮(或使用点动按钮),使滑块降到下死点,在滑块下降的过程中将模柄导入滑块平面的模柄孔中。
4、使用JB21S-钢板125吨深喉冲床扳手调节冲床滑块连杆使滑块下行,直到滑块下平面与冲模上模板的上平而接触,然后拧紧模具压盖上的螺栓,将上模紧固在滑块上。下图为模具压盖。
5、搬动飞轮(或使用点动按钮)分开上、下模,取出垫铁。
6、搬动飞轮(或使用点动按钮),使滑块降到下死点,调节冲床滑块连杆使滑块缓慢下降并移动下模,使凸模进入凹模1mm左右。
7、观察上、下模刃口间的间隙是否均匀,若不均匀,则用木槌轻击下模,直到间隙均匀为止,用压板压紧下模。这里需要注意的是在敲击模具的时候,一定要使用木槌或者铜棒以免损坏模具。紧固下模时,需要按对角顺序紧固螺栓。
8、搬动飞轮(或使用点动按钮),试冲一纸板,观察断面情况,判断间隙是否均匀,若不均匀,则再调整,直到间隙均匀为止。
9、调整好后,清除模具和工作台上的杂物,启动JB21S-钢板125吨深喉冲床,空冲一次后再试冲铁板。
10、观察冲压件的断面情况,若周边毛刺不均匀,则再次调整间隙并试冲,直到周边均匀为止。
11、根据试冲钢板情况调节滑块连杆,使凸模进入凹模深度最小(只要能冲下钢板即可,以延长冲压模具寿命)。
12、调整完毕后,开动JB21S-钢板125吨深喉冲床,进行试冲。
13、对试冲零件进行检测,对出现的产品缺陷进行分析,通过调试模具以解决产品出现缺陷的问题。
14、检测调试完毕后,清理JB21S-钢板125吨深喉冲床的周边工具、杂物。开始生产。
JB21S-钢板125吨深喉冲床的定制安装:
1、JB21S-钢板125吨深喉冲床校正平后,装好地脚螺栓,再灌注混凝土,等混凝土完全凝固后,均匀地拧紧地脚螺栓的螺母,再用水平仪复校工作台的水平度,接地线应妥当接好。
2、125吨冲床在基础完全凝固后,才能开始工作。
3、125吨深喉冲床冲床安装完毕后,用煤油把冲床表面的防锈油脂洗去,清洁时注意不要损坏油漆的表面,同时清洗各油孔,油路和油标,并保持经常清洗,擦洗时不得使用金属或砂布。

JB21S-钢板125吨深喉冲床压力机
JB21S-钢板125吨深喉冲床的工作原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。冲压生产主要是针对板材的。能过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域。JB21S-钢板125吨深喉冲床厂家山东威力重工是滕州大型深喉冲床压力机厂家,型号全,机器设备质量好,故障率低,采购了解咨询公司张经理:18306370898(可加微信)
下一篇:80吨固定台深喉冲床JB21S-80T价格是多少钱? 上一篇:上一篇:机械125吨深喉冲床运输注意事项?
此文关键字:JB21S-,钢板,125吨,深喉,冲床,如何,安装,冲压,



同类文章排行
- JB21S-160吨深喉冲床离合器的作用与检修
- 80吨固定台深喉冲床模具破损的原因?
- 200吨深喉冲床的工作原理及质量好的特点
- 钢板100吨深喉冲床的制造特点
- 选择深喉冲床厂家要看什么?
- 钢板160吨深喉冲床(喉深1500mm)价格是多少?国标厂
- 曲柄125吨深喉机械冲床的操作规定标准
- 80吨固定台深喉冲床JB21S-80T价格是多少钱?
- JB21S-钢板125吨深喉冲床如何安装冲压模具?
- 80吨深喉冲床JB21S-80T冲床的优势特点
新资讯文章
- 带数控系统的100吨固定台冲床刀具订购标准
- 为什么冲床厂介绍冲床需要固定
- 冲压件拉毛现象是怎么产生的
- 冲床厂介绍冲床吨位对加工的影响
- 冲床厂介绍冲床滑块不动的原因及解决办法
- 冲床厂介绍冲床的原理是什么
- 怎么正确使用冲床厂介绍冲床模具
- 为什么冲床厂介绍冲床有不同的型号
- 怎样检查冲床厂介绍冲床是否达标
- 冲床厂介绍冲床球头螺杆有什么作用
- 冲床厂介绍冲床加工冲压件产生毛刺的原因有哪
- 冲床厂介绍冲床型号各个字幕数字表示什么
- 冲床厂介绍冲床导轨烧毁的原因有哪些
- 常见的冲床厂介绍冲床齿轮损坏的原因
- 数控冲床定位精度检测的内容和注意点
- 未来深喉冲床厂的发展方向是怎样的?
- 冲床厂介绍冲床齿轮磨损严重的原因
- 深喉冲床厂如何提高冲床的销售量
- 100吨深喉冲床送料机送料高度如何调整?
- 冲床厂家如何把握冲床走势才能领先业界
您的浏览历史

