如何解决125吨深喉冲床铸件内部气孔缺陷?
文章出处:www.sdcabx.com 人气: 发表时间:2019-03-11 13:41
如何解决125吨深喉冲床铸件内部气孔缺陷?
内部气孔:内部气孔通常是润滑的圆形孔。
发生原因:射料时空气等卷入压铸件内部。

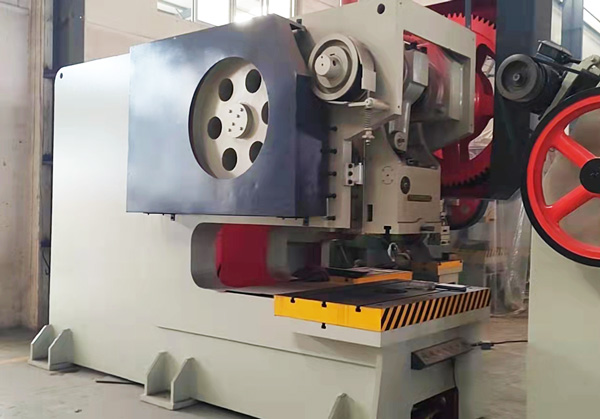
125吨深喉冲床厂家
解决方案:
1.卷气来历于空气,蒸气,脱模剂一查看其来历:①安稳的射料速度 ②射料延时一要正确设定,防止在射嘴里卷气 ③一速要正确设定 ④低速要正确设定 ⑤加速到快速射料的时间越短越好(依具体情况而定)
2.查看水口是不是润滑顺利:①没有尖角 ②没有沟槽 ③决不要将水口的截面积逐渐加大
3.查看排气:①正确,满足的尺寸 ②确保排气没被批峰堵塞 ③在合金液最终抵达的方位开排气 ④排气要开到模边角

125吨冲床深喉口细节
4.抽真空:①抽真空通道满足 ②在合金液最终抵达的方位抽真空 ③过滤器清洁畅通 ④抽真空装置作业正常 ⑤充分的真空等级(必需丈量和记载)
5.查看气体是否来历于润滑剂:①锤头是否过量润滑一尽可能的用最少的量 ②防止在锤头前端用润滑剂
6.查看蒸汽(模具上的水)①查看合模时模具是否干燥 ②用压缩空气吹,手动或是主动 ③在模具上易积水(脱模剂)的当地开放水槽 ④查看模具是否漏水 ⑤查看喷头是否泻漏
本文由冲床厂家整理,转载请注明来自:www.sdcabx.com
本文由冲床厂家整理,转载请注明来自:www.sdcabx.com
下一篇:避免160吨深喉800mm冲床伤害事故的措施 上一篇:上一篇:如何保证冲床厂介绍冲床能够水平放平
此文关键字:如何解决125吨深喉冲床铸件内部气孔缺陷?



同类文章排行
- JB21S-160吨深喉冲床离合器的作用与检修
- 80吨固定台深喉冲床模具破损的原因?
- 200吨深喉冲床的工作原理及质量好的特点
- 钢板100吨深喉冲床的制造特点
- 选择深喉冲床厂家要看什么?
- 钢板160吨深喉冲床(喉深1500mm)价格是多少?国标厂
- 曲柄125吨深喉机械冲床的操作规定标准
- 80吨固定台深喉冲床JB21S-80T价格是多少钱?
- JB21S-钢板125吨深喉冲床如何安装冲压模具?
- 80吨深喉冲床JB21S-80T冲床的优势特点
新资讯文章
- 开式可倾冲床厂介绍冲床的优点
- 手动冲床厂介绍冲床是怎么工作的
- 冲床厂介绍冲床能够进行挤压操作吗
- 冲床厂介绍冲床机身开裂要怎么补救
- 如何保证冲床厂介绍冲床能够水平放平
- 冲床厂介绍冲床在维修前做的准备工作
- 怎样减小冲床厂介绍冲床工作产生的震动
- 新购的冲床厂介绍冲床要注意检查哪些方面
- 冲床厂介绍冲床导轨的分类及区别
- 怎么保养冲床厂介绍冲床模具
- 冲床厂介绍冲床安装模具为什么加橡胶垫
- 冲床厂介绍冲床无法复位怎么办
- 操作冲床厂介绍冲床前的准备工作
- 一般的冲床厂介绍冲床故障及处理办法
- 冲床厂介绍冲床连杆断裂是怎么造成的
- 冲床厂介绍冲床模具带料的原因是什么
- 深喉冲床厂家哪家好?
- 如何提高冲床厂介绍冲床模具的使用寿命
- 冲床厂介绍冲床加工工序术语有什么
- 怎样更换小型冲床厂介绍冲床的V型皮带
您的浏览历史

