100吨曲柄深喉冲床压力机模具调整方法?
文章出处:www.sdcabx.com 人气: 发表时间:2020-05-28 16:31
100吨曲柄深喉冲床压力机模具调整方法?
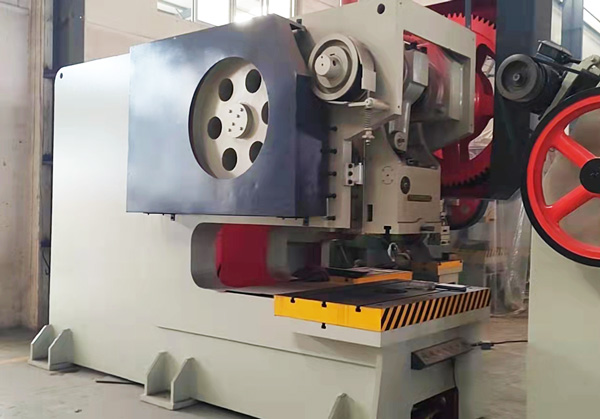
100吨曲柄深喉冲床也称100吨曲柄深喉压力机,是常用的冲床设备一种,喉口深度一般有几种规格供客户选择。山东威力重工标准国标冲床,多种吨位型号冲床可供选择,定做100吨曲柄深喉冲床压力机设备,了解各项技术参数价格,欢迎致电咨询张经理18306370898(可加微信)。。100吨深喉冲床在进行简单的冲孔落料等工艺时,离不开冲孔模具的配合,那么在使用中,模具调整有哪些方法?这里来简答介绍下。

1、安装前首先应确认模具刃口锋利,凹模刃口上没有崩口,凸模没有缺角。如果有崩口或缺角,请首先刃磨刀口。
2、合模前应在上、下模之间垫入一张硅钢片,防止由于搬运过程碰伤刀口。
3、在模具装上100吨曲柄深喉冲床压力机前,要用油石把底面和上面的毛刺磨掉,用布条将垃圾清理干净。如果模具上下平面上有毛刺或垃圾,将引起冲片毛刺超差。
4、调整滑块行程至合适位置压紧上模,必须保证模柄或模架上平面于滑块的底面紧密贴合,下模压板螺钉轻轻压紧。然后,向上调整滑块,取出中间的硅钢片。松开下模压板螺钉,向下调整滑块,直至凸模进入凹模3~4mm,压紧下模压板螺钉。新模具冲片时凸模必 须进入凹模3~4mm,否则,要出现凸模崩口或凹模涨裂。
5、升起滑块至上死点位置,调整100吨曲柄深喉冲床压力机打杆止退螺钉,至松紧适宜、然后空转几次,,察模具及冲床各机构工作是否正常。如果没有异常情况,就可以开始生产了。

深喉口冲床
一般情况下,山东威力重工除了可以为客户提供冲床设备外,一些简单的冲孔模具也是可以为客户提供的。采购定做100吨曲柄深喉冲床压力机设备,欢迎来威力重工实地考察,公司坐落在滕州市经济开发区春藤东路999号。
本文由:深喉冲床厂家 搜集整理
100吨曲柄深喉冲床压力机模具的调试注意事项:
1、保证较佳的模具间隙,模具间隙是指冲头进入下模中,两侧的间隙之和。它与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,防止带料,延长模具寿命。
深喉口冲床
2、适时刃磨可。延长冲压模具的使用寿命,如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。检查冲头及下模,当其刃边磨损产生半径的圆弧时,就要刃磨了。
一般情况下,山东威力重工除了可以为客户提供冲床设备外,一些简单的冲孔模具也是可以为客户提供的。采购定做100吨曲柄深喉冲床压力机设备,欢迎来威力重工实地考察,公司坐落在滕州市经济开发区春藤东路999号。
本文由:深喉冲床厂家 搜集整理
下一篇:160吨深喉冲床受力不均怎么办? 上一篇:上一篇:除尘器花板冲孔加工专用深喉冲床设备配送料机
此文关键字:100吨,曲柄,深喉,冲床,压力机,模具,调整,方法,



同类文章排行
- JB21S-160吨深喉冲床离合器的作用与检修
- 80吨固定台深喉冲床模具破损的原因?
- 200吨深喉冲床的工作原理及质量好的特点
- 钢板100吨深喉冲床的制造特点
- 选择深喉冲床厂家要看什么?
- 钢板160吨深喉冲床(喉深1500mm)价格是多少?国标厂
- 曲柄125吨深喉机械冲床的操作规定标准
- 80吨固定台深喉冲床JB21S-80T价格是多少钱?
- JB21S-钢板125吨深喉冲床如何安装冲压模具?
- 80吨深喉冲床JB21S-80T冲床的优势特点
新资讯文章
- 500吨框式液压冲床电压不稳定解决方法
- 160吨气动冲床如何正确更换冲床模具?
- 小型冲床厂介绍冲床的应用范围
- 冲床厂介绍冲床的4种加工方式详细说明
- 冲床厂介绍冲床型号有哪些
- 怎样正规保养冲床厂介绍冲床
- 冲床厂介绍冲床工作发热对精度的影响
- J23各型号冲床厂介绍冲床技术参数
- 160吨液压冲床常见故障原因与解决方法
- 装在100吨深喉冲床上的模具为什么损坏那么快?
- 冲床厂介绍冲床配件是通用的吗?
- 160吨冲床喉深800mm适合冲压哪些产品?
- 冲床厂介绍冲床滑块的设计原则
- 框架式500吨液压冲床出现无故漏油的怎么办?
- 冲床厂介绍冲床润滑用什么润滑油
- 冲床厂介绍冲床自身震动产生的原因是什么
- 冲床厂介绍冲床冲压材料利用率是怎么计算的
- 冲床厂介绍冲床电机过热是怎么造成的
- 冲床厂介绍冲床连杆断裂的原因
- 怎样防止冲床厂介绍冲床出现热变形
您的浏览历史

