相关资讯
- JB21S-160吨深喉冲床离合器的作用与检修
- 80吨固定台深喉冲床模具破损的原因?
- 200吨深喉冲床的工作原理及质量好的特点
- 钢板100吨深喉冲床的制造特点
- 选择深喉冲床厂家要看什么?
- 钢板160吨深喉冲床(喉深1500mm)价格是多少?国标厂
- 曲柄125吨深喉机械冲床的操作规定标准
- 80吨固定台深喉冲床JB21S-80T价格是多少钱?
- JB21S-钢板125吨深喉冲床如何安装冲压模具?
- 80吨深喉冲床JB21S-80T冲床的优势特点
- 机械125吨深喉冲床运输注意事项?
- 200吨深喉冲床(喉深1500mm)的特点与安全装置
- 钢板机械1250吨深喉冲床的工作原理特点
- 250吨深喉冲床价格波动的原因?
- 深喉冲床采购注意事项与方法?
- 125吨深喉冲床(喉深1250mm)飞轮的组成与作用
- 160吨深喉冲床JB21S-160t冲床如何试运行?
- 钢板机械160吨深喉冲床防止连续冲压设计特点
- 125吨深喉冲床JB21S-125t冲床常见故障分析
- JB21S-160吨深喉冲床上下模具的特点与安装

咨询热线:
18306370898
固话:0632-5850029
邮箱:2335650447@qq.com
地址:滕州市经济开发区春藤路999号63吨固定台冲床
- 咨询热线:0632-5850029
-




产品详情
联系我们

63吨固定台冲床
|
山东威力重工机床有限公司是专业生产冲床厂家,63吨固定台冲床在各行业应用非常广泛。我公司生产的63吨固定台冲床深受市场的喜爱。购买63吨固定台冲床,欢迎来我公司考察订购
|
产品简介
----------------------------------------------------------------------


山东威力重工机床有限公司是专业生产国标冲床的厂家,63吨固定台冲床具有质量好,精度高,价格合理,所有产品质量质保一年,终身售后服务,签订法律合同,欢迎用户来厂实地考察。

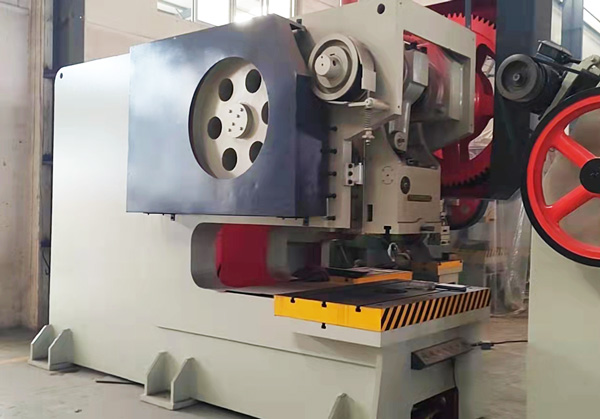
63吨固定台冲床真实生产车间-山东威力重工倾情打造很优质冲床产品




63吨固定台冲床相关知识介绍:
固定台冲床的应用与作用:

63吨固定台冲床主要技术参数:(供参考)
|
项目名称 |
单位 |
JC21—63 |
|
公称力 |
kN |
630 |
|
公称力行程 |
mm |
8.5 |
|
滑块行程 |
mm |
120 |
|
滑块行程次数 |
min-1 |
50 |
|
很大装模高度 |
mm |
270 |
|
装模高度调节量 |
mm |
80 |
|
滑块中心到机身距离 |
mm |
260 |
|
垫板厚度 |
mm |
90 |
|
立柱间距 |
mm |
350 |
|
工作台尺寸(前后×左右) |
mm |
480×710 |
|
工作台孔尺寸(孔径) |
mm |
250 |
|
滑块底面尺寸(前后×左右) |
mm |
272×320 |
|
模柄孔尺寸(直径×深度) |
mm |
50×70 |
|
主电机功率 |
kw |
5.5 |
|
外形尺寸(前后×左右) |
mm |
1850×1290 |
|
高度 |
mm |
2690 |
|
整机重量 |
kg |
4650 |
63吨固定台冲床相关信息阅读:
购买63吨固定台冲床,一定要选择我们山东威力重工机床有限公司,更多详情请咨询销售部张经理:0632-5850029,18306370898(该手机号同微信号)




 2335650447
2335650447 

订购:63吨固定台冲床
